

星空体育官方网站在电子智造实际生产过程中,SMT载具底板主要承担元器件贴装、焊接、检测等工序的承托任务,其加工精度与结构稳定性,直接关系到终端电子产品的装配合格率。精密激光切割作为目前SMT载具底板的主流加工技术,受设备状态、材质特性、工艺参数等多重因素影响,存在诸多技术难点,是生产过程中需重点把控的环节。
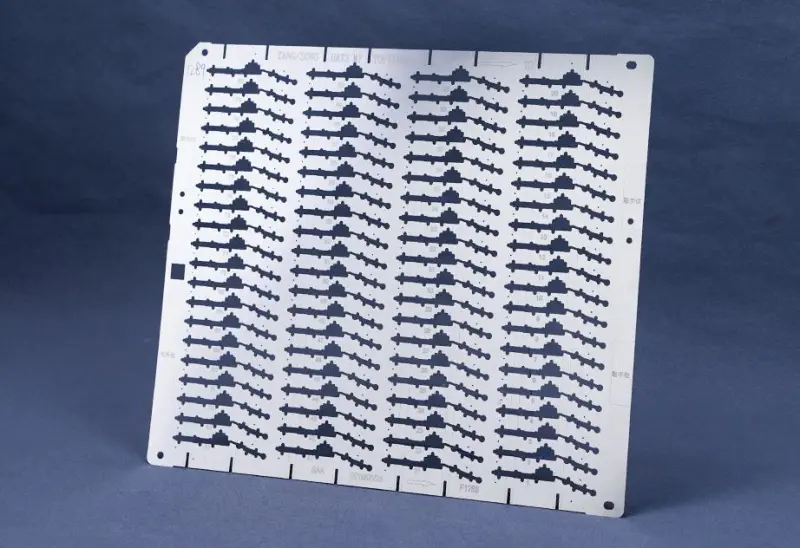
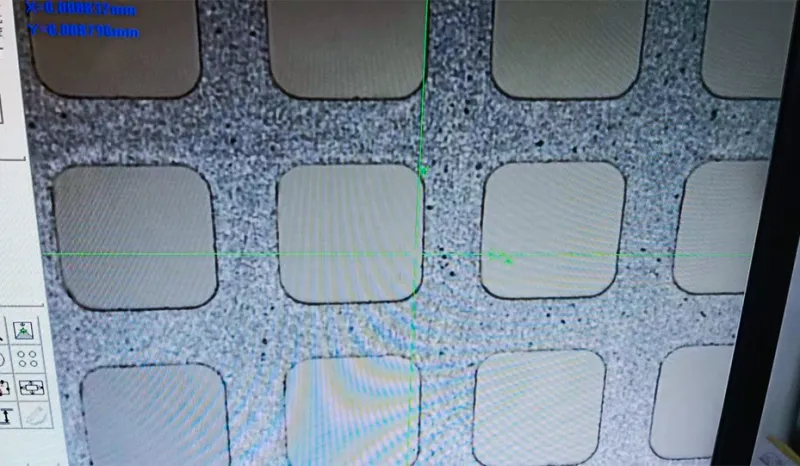
相较于传统机械切割、冲压加工,精密激光切割在精度、效率及稳定性方面优势明显,目前已广泛应用于SMT载具底板加工领域。该技术可实现±0.01mm级的切割精度,能够满足精密元器件的贴装公差要求,有效解决了传统切割工艺中常见的尺寸偏差、边缘毛刺、切口不平整等问题,减少了后续打磨、校正等辅助工序,有助于提升生产效率与加工良率。但需重点关注的是,高精度控制本身就是核心技术难点:激光焦点的微小偏移、设备导轨的轻微磨损,都会导致切割尺寸超出公差范围;尤其针对薄型载具底板,热输入控制不当极易引发尺寸偏差,难以长期稳定维持±0.01mm的精度标准。
精密激光切割对材质的适配性较强,可灵活处理铝合金、不锈钢等SMT载具底板常用材质,无需频繁调整设备参数与工装夹具,既能满足小批量、多规格的定制生产需求,也能适配大规模量产场景,有效降低换产过程中的损耗与生产成本。同时,其低热输入特性可在一定程度上减少材料热变形,避免因载具底板变形引发的贴装卡板、定位偏差等问题,保障生产流程顺畅推进。此处的核心技术难点集中在多材质适配与热变形控制:不同材质的导热性、熔点差异较大,例如铝合金导热快、散热迅速,FR-4环氧板耐热性较差,需精准匹配激光功率、切割速度等核心工艺参数,参数适配不当易出现切不透、边缘碳化等问题;且无论何种材质,切割过程中的局部热聚集均难以完全避免,易导致载具底板产生微小变形,后续校正难度较大。
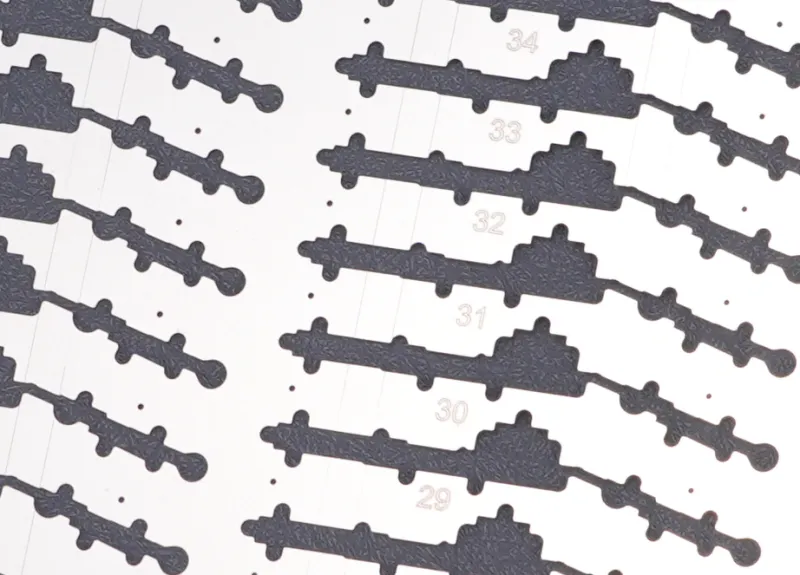
切割后毛刺极少,尤其在切割0.15mm 以下厚度材料时,切面干净无毛刺、无烧痕。
在电子智造实际生产过程中,SMT载具底板主要承担元器件贴装、焊接、检测等工序的承托任务,其加工精度与结构稳定性,直接关系到终端电子产品的装配合格率。精密激光切割作为目前SMT载具底板的主流加工技术,受设备状态、材质特性、工艺参数等多重因素影响,存在诸多技术难点,是生产过程中需重点把控的环节。
相较于传统机械切割、冲压加工,精密激光切割在精度、效率及稳定性方面优势明显,目前已广泛应用于SMT载具底板加工领域。该技术可实现±0.01mm级的切割精度,能够满足精密元器件的贴装公差要求,有效解决了传统切割工艺中常见的尺寸偏差、边缘毛刺、切口不平整等问题,减少了后续打磨、校正等辅助工序,有助于提升生产效率与加工良率。但需重点关注的是,高精度控制本身就是核心技术难点:激光焦点的微小偏移、设备导轨的轻微磨损,都会导致切割尺寸超出公差范围;尤其针对薄型载具底板,热输入控制不当极易引发尺寸偏差,难以长期稳定维持±0.01mm的精度标准。
精密激光切割对材质的适配性较强,可灵活处理铝合金、不锈钢等SMT载具底板常用材质,无需频繁调整设备参数与工装夹具,既能满足小批量、多规格的定制生产需求,也能适配大规模量产场景,有效降低换产过程中的损耗与生产成本。同时,其低热输入特性可在一定程度上减少材料热变形,避免因载具底板变形引发的贴装卡板、定位偏差等问题,保障生产流程顺畅推进。此处的核心技术难点集中在多材质适配与热变形控制:不同材质的导热性、熔点差异较大,例如铝合金导热快、散热迅速,FR-4环氧板耐热性较差,需精准匹配激光功率、切割速度等核心工艺参数,参数适配不当易出现切不透、边缘碳化等问题;且无论何种材质,切割过程中的局部热聚集均难以完全避免,易导致载具底板产生微小变形,后续校正难度较大。
切割后毛刺极少,尤其在切割0.15mm 以下厚度材料时,切面干净无毛刺、无烧痕。